




数控机床塔形电动刀架三端齿定位,电机内藏,外型美观,凸轮锁紧机构,换刀快,属国际先进水平,适用于C6136以上车床。
本公司创建于2002年是全国数控机床功能部件骨干配套企业之一。是我国经济型电动刀架的生产基地,座落在人杰地灵、儒风蔚然、人才辈出的历史名邑--常州市。常州作为长江三角洲经济中心带的新兴工业城市,交通便捷、经济发达、科技先进,给我司带来了无限的发展生机。
我司经营各种数控电动刀架,品种多,门类齐全,销售网络遍及全国。
我司坚持质量第一,用户至上,竭诚为用户服务的核心,严格以ISO9001质量认证为标准,具有完善的检测体系和优厚的售后服务。
“精雕细镂,永创高业”是公司一贯追求的经营信念,努力为“上帝”提供制造更新颖的技术更为先进,更具有时代性的机床设备。
购我公司的数控电动刀架,您将无形拥有“三心”--买的放心,用的安心,想想开心。
本公司愿与各界朋友携手共进,共创美好明天!
数控机床塔形电动刀架原理需要换刀时,控制系统发出刀架转位信号,三相异步电机正向旋转,通过蜗杆副带动螺杆正向转动,与螺杆配合的上刀体逐渐抬起---上刀体与下刀体之间的端面齿慢慢脱开;与此同时,上盖圆盘也随着螺杆正向转动(上盖圆盘1通过圆柱销与螺杆联接),-----当转过约270 °时,上盖圆盘直槽的另一端转到圆柱销的正上方,由于弹簧的作用,圆柱销落入直槽内,于是上盖圆盘就通过圆柱销使得上刀体转动起来(此时端面齿已完全脱开)。------------上盖圆盘、圆柱销以及上刀体在转动过程中,反靠销能够从反靠圆盘中十字槽的左侧斜坡滑出,而不影响上刀体寻找刀位时的正向转动。------上刀体带动磁铁转到需要的刀位时,发信盘上对应的霍尔元件输出低电平信号,-----------控制系统收到后,立即控制刀架电动机反转,上盖圆盘通过圆柱销带动上刀体开始反转,反靠销马上就会落入反靠圆盘的十字槽内,至此,完成粗定位。---------此时,反靠销从反靠圆盘的十字槽内爬不上来,于是上刀体停止转动,开始下降,而上盖圆盘继续反转,其直槽的左侧斜坡将圆柱销的头部压入上刀体的销孔内--------上盖圆盘的下表面开始与圆柱销的头部滑动。在此期间,上、下刀体的端面齿逐渐啮合,实现精定位,经过设定的延时时间后,刀架电动机停转,整个换刀过程结束。由于蜗杆副具有自锁功能,所以刀架可稳定地工作。刀架故障描述经济型数控车床一般都配有四工位自动回转刀架,它是根据微机数控系统改造传统机床设备的需要,同时兼顾刀架在机床上能够独立控制的需要而设计的。现有自动回转刀架,其结构主要有插销式和端齿盘式。由于刀架生产厂家无统一标准,因此其结构、尺寸各异。而无论是哪一类刀架,要使其正常工作,均涉及到机械、电气、控制系统等多方面的稳定、可靠工作。一旦出现某种故障现象,则可能是机械原因,也可能是电气、控制系统方面的原因。因此,只有根据不同故障类型,找准原因,准确迅速确定故障点,方能及时排除故障。现以目前使用较多的端齿盘式四工位自动刀架可能出现的各种故障现象加以分析,确定其排除方法。其它类型的刀架,虽其结构、尺寸、元器件类型各有差异,但故障原因大多类似,也可参照此法加以排除。2刀架不能启动2.1机械方面的原因刀架预紧力过大当用六角扳手插入蜗杆端部旋转时不易转动,而用力时可以转动,但下次夹紧后刀架仍不能启动。此种现象出现,可确定刀架不能启动的原因是预紧力过大,可通过调小刀架电机夹紧电流排除之。刀架内部机械卡死当从蜗杆端部转动蜗杆时,顺时针方向转不动,其原因是机械卡死。首先,检查夹紧装置反靠定位销是否在反靠棘轮槽内,若在,则需将反靠棘轮与螺杆连接销孔回转一个角度重新打孔连接’其次,检查主轴螺母是否锁死,如螺母锁死,应重新调整’再次,由于润滑不良造成旋转件研死,此时,应拆开,观察实际情况,加以润滑处理。2.2电器方面的原因电源不通、电机不转。检查熔芯是否完好、电源开关是否良好接通、开关位置是否正确。当用万用表测量电容时,电压值是否在规定范围内,可通过更换保险、调整开关位置、使接通部位接触良好等相应措施来排除。除此以外,电源不通的原因还可考虑刀架至控制器断线、刀架内部断线、电刷式霍尔元件位置变化导致不能正常通断等情况。电源通,电机反转。可确定为电机相序接反。通过检查线路,变换相序排除之。手动换刀正常、机控不换刀。此时应重点检查微机与刀架控制器引线、微机I/O接口及刀架到位回答信号。3刀架连续运转、到位不停由于刀架能够连续运转,所以,机械方面出现故障的可能性较小,主要从电气方面检查。检查刀架到位信号是否发出,若没有到位信号,则是发讯盘故障。此时可检查(发讯盘弹性触头是否磨坏、发讯盘地线是否断路或接触不良或漏接,是否需要更换弹性片触头或重修,针对其线路中的继电器接触情况、到位开关接触情况、线路连接情况相应地进行线路故障排除。当仅出现某号刀不能定位时,则一般是由于该号刀位线断路所致。4刀架越位过冲或转不到位刀架越位过冲故障的主要原因是后靠装置不起作用。检查后靠定位销是否灵活,弹簧是否疲劳。此时应修复定位销使其灵活或更换弹簧。检查后靠棘轮与蜗杆连接是否断开,若断开,需更换连接销。若仍出现过冲现象,则可能是由于刀具太长过重,应更换弹性模量稍大的定位销弹簧。出现刀架运转不到位(有时中途位置突然停留),主要是由于发讯盘触点与弹性片触点错位,即刀位信号胶木盘位置固定偏移所致。此时,应重新调整发讯盘与弹性片触头位置并固定牢靠。若仍不能排除故障,则可能是发讯盘夹紧螺母松动,造成位置移动。5数控机床塔形电动刀架不能正常夹紧出现该故障时,首先检查夹紧开关位置是否固定不当,并调整至正常位置’其次,用万用表检查其相应线路继电器是否能正常工作,触点接触是否可靠。若仍不能排除,则应考虑刀架内部机械配合是否松动。有时会出现由于内齿盘上有碎屑造成夹紧不牢而使定位不准,此时,应调整其机械装配并清洁内齿盘。
换刀不需抬刀。无触点发讯,对销反靠,采用国际先进的三端齿精定位,罗纹升降夹紧。除有LD4的同样优点外,密封性能更佳。能有效防止铁屑进入。定位精度在0.002-0.003MM,适用于CK0625以上的各种数控或改造车床。
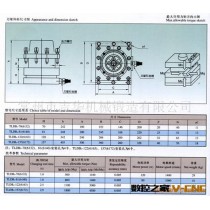
数控机床塔形电动刀架用途:
本产品是为适应切削而生产的高性能液压刀架,是通用型及高档数控机床的核心部件。可保证工件通过一次装夹自动完成车削外圆、内孔、端面、圆弧、螺纹、沟槽等加工工序。适用于机床、家电、汽车、轴承、齿轮、冶金等行业。
数控机床塔形电动刀架特点:
1、采用独特的液压反馈机构,转位快速、连续、平稳无冲击;可双向旋转,就近选刀。
2、液压马达驱动,结构简单,抗偏载能力强。
3、采用光电绝对编码器,感应快速、正确不乱刀。
4、三齿精定位,面抬换刀,防护好。
5、液压夹紧,夹紧力大,适用重切削。
联系电话:13861150573
联系人:赵肖峰






