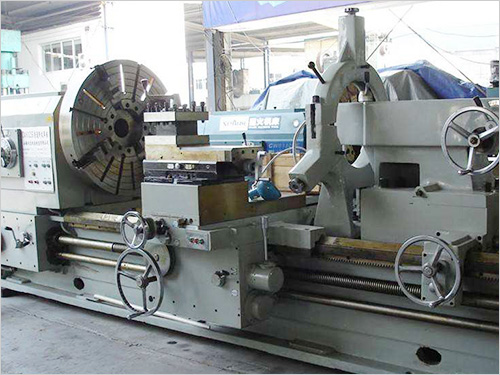



轧辊车床电器改造内容及配置:
1、采用数控车床系统对该机床进行改造,交流伺服电机采用国产伺服电机,交流伺服模块采用圣维伺服模块。
2、取消原机床前刀架及相关传动机构,仅对原机床后刀架进给机构进行数控改造。
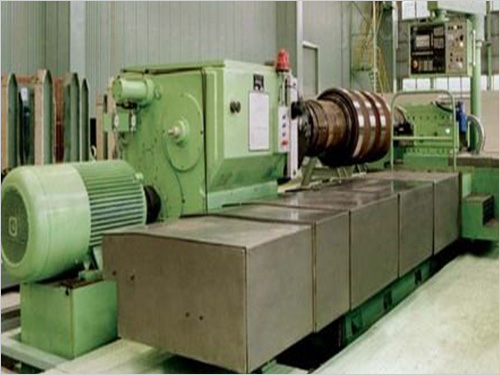
3、采用四度电机+弹性联轴器+滚珠丝杠副的传动方式。
4、曾装轴承座、螺母座、电机座等相关零部件。
5、增装X、Z行程开关及相关附件。
6、增装Z向导轨防护装置。
7、电气控制柜安装,操作箱安装在电控柜上方(根据实际情况确定是否增加支臂)。
8、增加机床润滑控制方式及手动润滑泵、数控系统应该实现对主轴启、停控制,冷却泵启、停控制。改造后机床进给轴行程不低于原机床行程,几何精度不低于改造前的精度。
9、改造后两个进给轴快速进给速度为3000~5000mm/min(视机床本身而定)。
10、备货周期为5~10天,现场改造及培训周期为5~7天。