

铸铁T型槽平台常因冷裂或变形超过尺寸差而报废。当要求不太高时冷裂可有焊补法复。变形超过公差的铸铁T型槽平台,可经机械矫正后,仍可应用。但修补和矫正不仅增加了成本而且减低了质量。因此,在拟订铸铁T型槽平台铸造工艺时,就应注意防止铸铁T型槽平台冷裂和变形过大。防止铸铁T型槽平台冷裂和变形根本的方法是设法减小铸造应力,有时也用其他工艺措施。
从铸铁T型槽平台铸造工艺方面可采取以下措施:
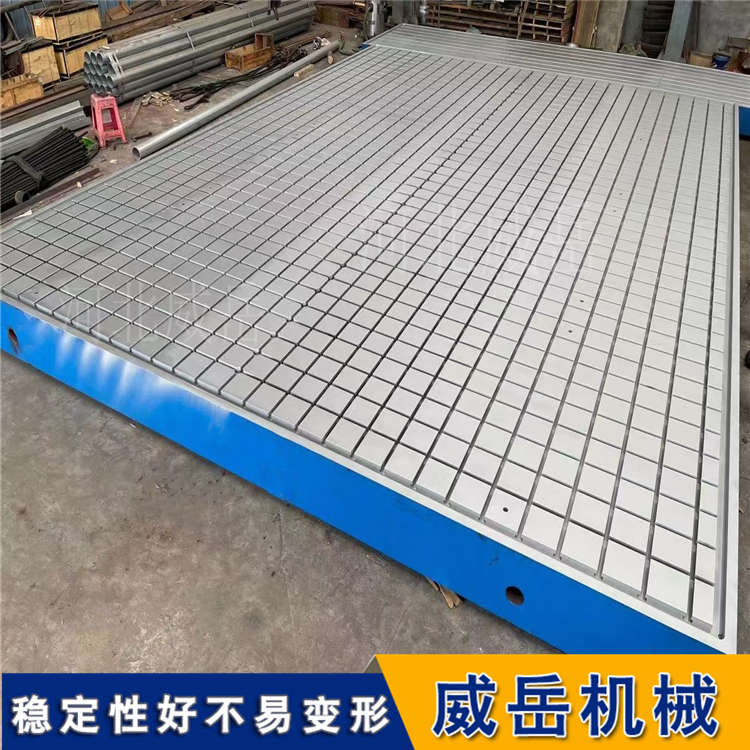
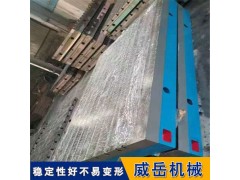
使用反变形铸铁T型槽平台模样或芯盒。根据铸铁T型槽平台变形规律,设计并制造与铸铁T型槽平台变形量相等但方向相反的模样和芯盒,这种模样或芯盒称为具有反变形量的模样和芯盒。使用反变形模样造型,铸铁T型槽平台经历冷变形后,尺寸和形状刚好符合图纸要求。为防止铸铁T型槽平台变形超量设置“拉筋”。改进铸铁平板结构设计。控制铸铁平板开箱时间。过早开箱,铸铁平板温度高,在空气中冷会加大内外温差,以致引起变形和开裂。适当延迟开箱时间,让铸铁T型槽平台在砂型内缓慢冷,可避免开裂和减小变形。对某些结构复杂的铸铁平板,因砂型或砂芯溃散性差会引起冷裂,这时,适当早打箱,打碎砂芯,把铸铁T型槽平台仍置于砂型内冷可避免裂纹。提高铸型刚度,加大压铁重量。可以减小铸铁平板的挠曲变形量。
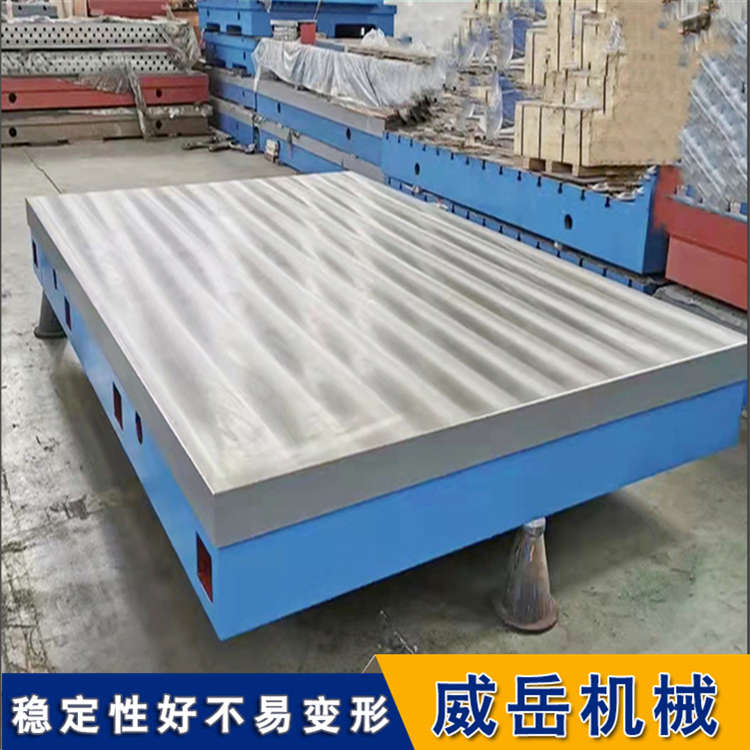
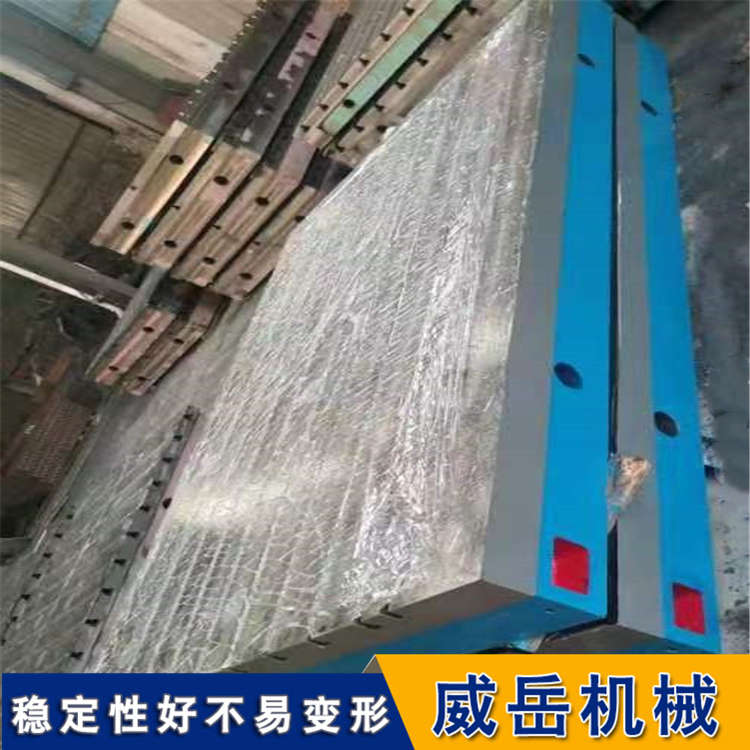
铸铁平板经清理,检验合格后,通常在非加工面或全部表面上涂以防锈漆。铸铁T型槽平台产品防锈底漆的基本要求是:与铸件表面有良好的附着力;有良好的防锈性能;对其上层油漆有良好的结合力;便于施工和保存等。常用的防锈底漆有油脂漆、树脂漆、沥青漆、粦化漆等,它们的性能和应用范围各不相同。应用时应仔细了解,在选用。在生产中铸铁T型槽平台一般用人工刷漆工艺简单,经济方便适用于单件生产的铸件。
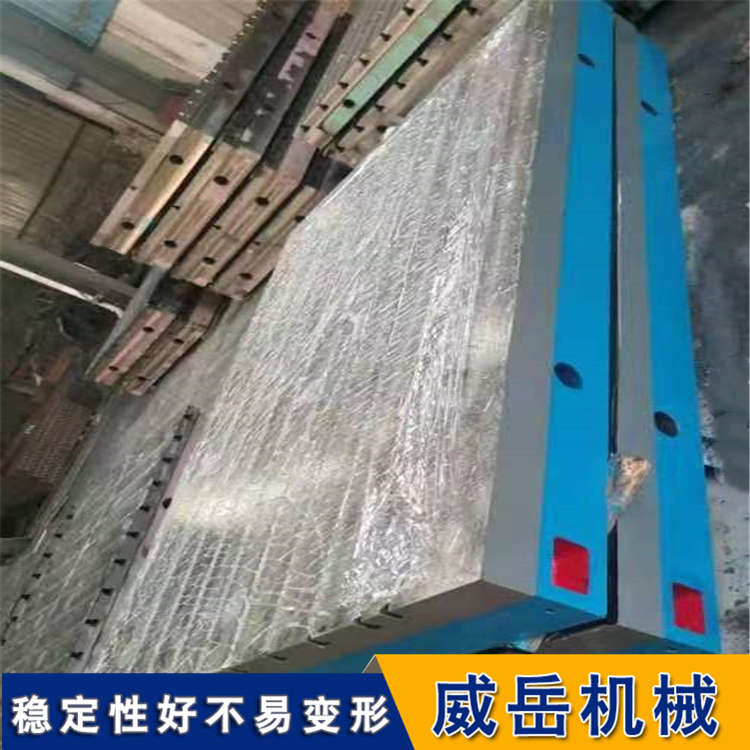
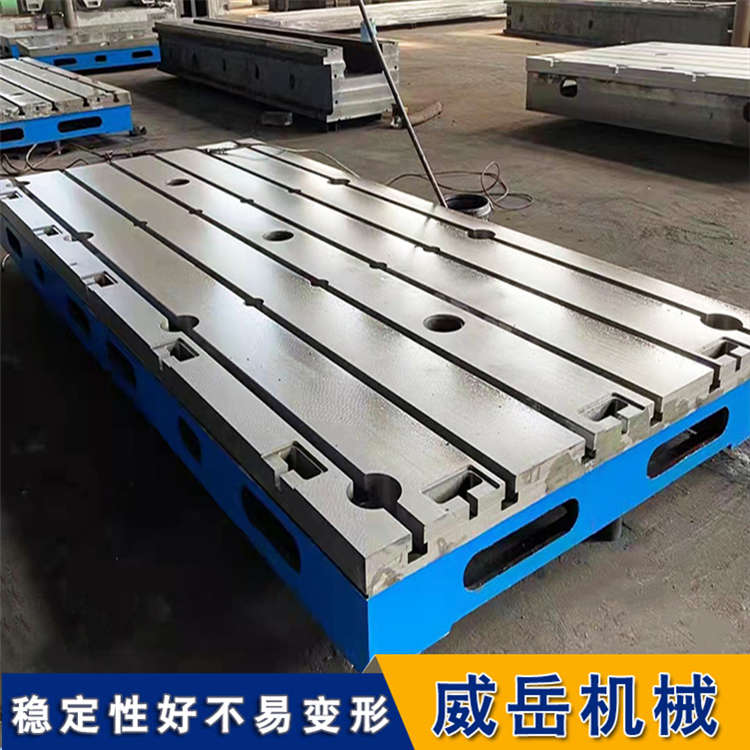
铸铁T型槽平台的工作环境,各种防锈漆适用的工作环境是不同的,因此在选择是应了解铸铁T型槽平台的工作环境。底漆与上层漆不须配套,铸铁平板除了上底漆之外,还要上面漆,面漆多数是在机械加工之后进行,因此应考虑底漆与面漆之间的粘合。通常同类漆料配制的底漆与面漆是配套的,具有较强的粘合力。不同类型漆料配制的底漆与面漆,可能不配套,互相不能很好粘合,因而要了解漆的性能。防锈底漆的施工方法,防锈底漆各自都有自己好的施工涂装方法,要确认本厂或车间是否具备这样的条件。经济效益,好使用具有相同的防锈效果且价便宜的底漆,以降低成本。铸造过程中机床铸件的清理落砂后铸铁T型槽平台去除浇冒口、去掉铸铁T型槽平台型芯和芯铁、铲除披缝和毛刺、去掉内外表面的粘砂以及打磨、表面精整等工序统称叫清理。
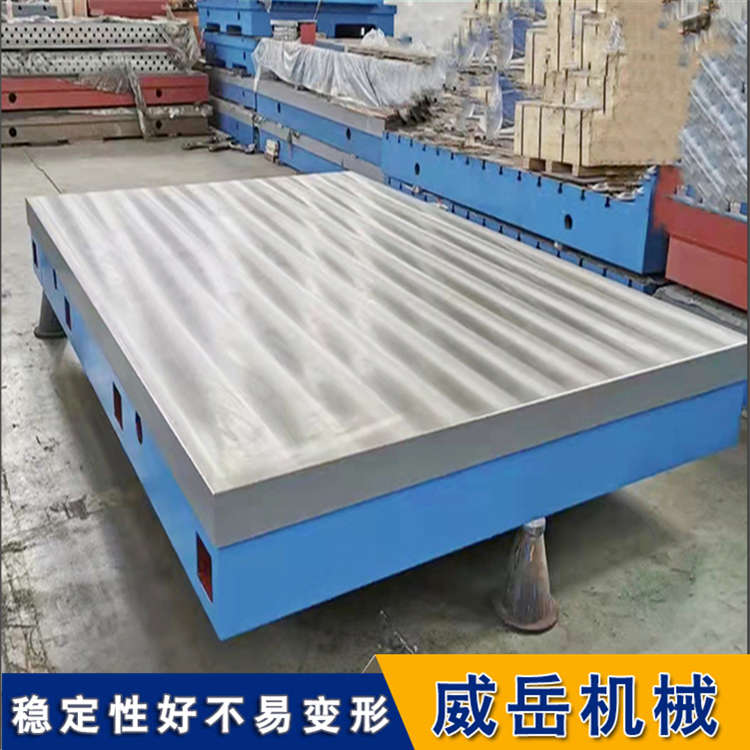
铸铁T型槽平台http://www.chinaweiyue.com/多功能组合清理机。在成批大量生产中,为了提高生产率、保证清理质量和减轻工人的劳动强度,设计专门的清理设备组成表面清理线或组合多功能清理机。机床铸件机床铸件结构的影响可分为:铸件的壁厚和铸件的形成。铸铁T型槽平台的壁厚在表面积相同的条件下,厚壁铸件比薄壁铸件含有更多的热量,当凝固层逐渐向推进时,必然要把铸型加热到更高的温度。铸铁T型槽平台越厚,则铸件断面温度梯度越小。
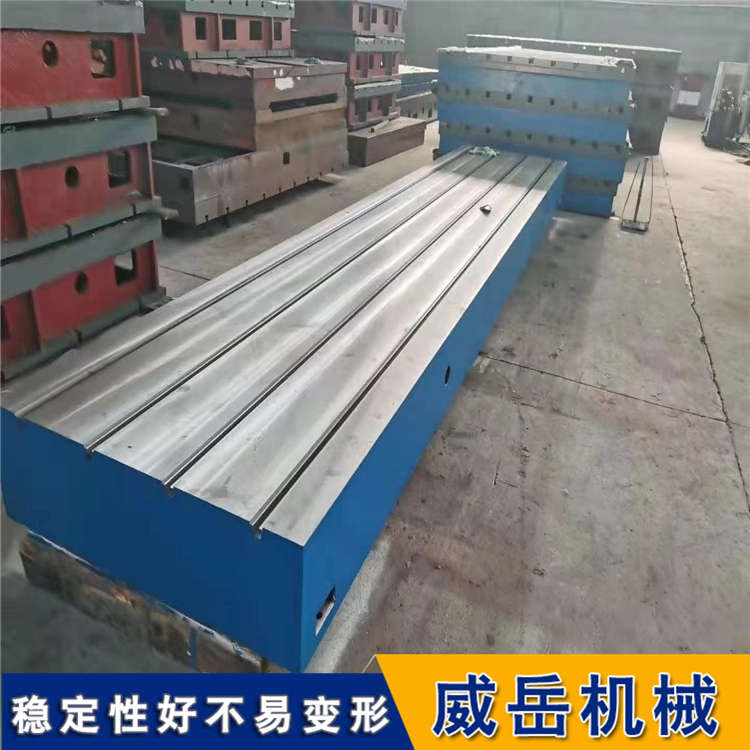
铸铁T型槽平台浇冒口的去除,去除铸铁T型槽平台浇冒口是比较繁重而复杂的工序,因为铸铁T型槽平台材质和品种不一,浇冒口的位置和大小不同,而需要采取不同的去除方法。如:手工敲击法、机械切割、氧焰气割、电弧气割、氧弧熔断棒切割、等离子切割等方法。
联系人:威岳机械谢女士15350773479竭诚为您服务!