





------------------------------------------------本文主要内容-------------------------------------------------------------
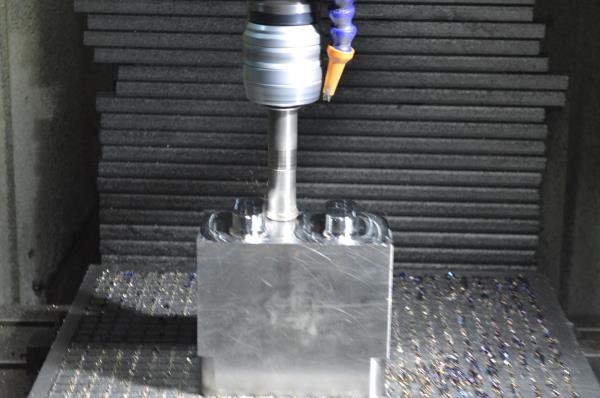
中山市依速力机械有限公司是一家专业生产立式加工中心的机械设备厂家,主要型号有850线轨加工中心、一米加工中心、1270线轨加工中心、1580线轨加工中心、1690线轨加工中心。如果您有需要欢迎给我们致电,我们将竭诚为您服务。
全国咨询热线:400-070-0668
手机:13560673059
联系人:晏先生
公司官网:http://www.yisuli.com
-------------------------------------以下内容与本文无关,您可以不必理会---------- -------------------------
850线轨加工中心依照工艺用处分为数控车床、数控铣床、加工中心、数控磨床等范例,本书讲授三坐标联动数控铣床与加工中心的工艺特色及整机编程加工请求。
一、数控加工工艺的观点
1060线轨加工中心加工工艺是采纳数控机床加工整机时所运用的办法和技巧手腕的总和。数控加工与通用机床加工相比拟,在很多方面遵守的准则根本同等。但由于数控机床自己自动化水平较高,节制方法分歧,装备用度也高,使数控加工工艺响应形成为了如下几个特色:
1.工艺的内容异常详细
850线轨加工中心用通俗机床加工时,很多详细的工艺成绩,如工艺中各工步的分别与次序支配、刀具的多少外形、走刀道路及切削用量等,在很大水平上都是由操纵职员根据自己的实践履历和习气自行斟酌而决议的,一样平常无需工艺职员在计划工艺规程时停止过多的划定。1060线轨加工中心而在数控加工时,上述这些详细工艺成绩,不只仅成为数控工艺计划时必需卖力斟酌的内容,并且还必需做出准确的抉择并编入加工法式中。也就是说,1270线轨加工中心原来是由操纵职员在加工中机动节制并可通过合时调剂来处置的很多详细工艺成绩和细节,在数控加工时就转变成编程职员必需事前计划和支配的内容。
2.工艺的计划异常周密
850线轨加工中心固然自动化水平较高,但自适性差。它不克不及像通用机床在加工时能够根据加工进程中呈现的成绩,比拟机动自在地合时停止工资调剂。1270线轨加工中心纵然当代数控机床在自顺应调剂方面做出了很多尽力与改良,但自在度也不大。比如说,数控机床在镗削盲孔时,它就不知道孔中能否已挤满了切屑,能否必要退一下刀,而是不停镗到停止为止。以是,在数控加工的工艺计划中必需留意加工进程中的每个细节。同时,在对图形停止数学处置、盘算和编程时,都要力图准确无误,以使数控加工顺利停止。在现实事情中,由于一个小数点或一个正负号的错误就可能变成严重机床变乱和品质变乱。
3.重视加工的顺应性
要根据数控加工的特色,准确抉择加工办法和加工内容。
由于1060线轨加工中心数控加工自动化水平高、品质稳定、可多坐标联动、便于工序会合,但价钱低廉,操纵技巧请求高级特色均比拟凸起,加工办法、加工工具抉择欠妥每每会形成较大丧失。1270线轨加工中心为了既能充足施展出数控加工的长处,又能达到较好的经济效益,在抉择加工办法和工具时要分外郑重,乃至偶然还要在根本不转变工件原有机能的前提下,对其外形、尺寸、布局等作顺应数控加工的改动。
一样平常情况下,在抉择和决议数控加工内容的进程中,无关工艺职员必需对整机图或整机模子作充足详细和充足的工艺性阐发。在停止数控加工的工艺性阐发时,编程职员应根据所节制的数控加工根本特色及所用数控机床的功能和现实事情履历,力图把这一后期准备事情做得更细心、更踏实一些,以便为上面要停止的事情铺平道路,削减失误和返工、不留遗患。
也就是说,数控加工的工艺计划必需在法式体例事情开端曩昔实现,由于1580线轨加工中心只要工艺计划肯定今后,编程才有根据。工艺计划的利害不只会影响机床效力的施展,并且将直接影响整机的加工品质。根据大批加工实例阐发,工艺计划斟酌不周是形成数控加工错误的重要原因之一, 是以在停止编程前做好工艺阐发计划是异常必要的。
2数控加工工艺计划重要包含如下内容:
(1)1270线轨加工中心抉择适合在数控机床上加工的整机,肯定工序内容。
(2)阐发被加工整机的图纸,明白加工内容及技巧请求,肯定整机的加工计划,订定数控加工工艺道路。如分别工序、处置与非数控加工工序的连接等。
(3)加工工序、工步的计划。如拔取整机的定位基准,夹具、辅具计划的肯定、切削用量的肯定等。
(4)1580线轨加工中心数控加工法式的调剂。拔取对刀点和换刀点,肯定刀具赔偿,肯定加工道路。
(5)分派数控加工中的加工余量。
(6)处置数控机床上的部门工艺指令。
(7)首件试加工与现场成绩处置。
(8)数控加工工艺文件的定型与归档。
分歧的数控机床,工艺文件的内容也有所分歧。一样平常来讲,数控铣床的工艺文件应包含:
(1)编程任务书。
(2)数控加工工序卡片。
(3)数控机床调剂单。
(4)数控加工刀具卡片。
(5)数控加工进给道路图。
(6)数控加工法式单。
此中以数控加工工序卡片和数控刀具卡片最为紧张。前者是阐明数控加工次序和加工因素的文件,后者是刀具使用的根据。
为了增强技巧文件治理,数控加工工艺文件也应向标准化、规范化偏向成长。1270线轨加工中心但今朝还没有同一的国家标准,今朝在企业中,一样平常是根据自己的现实情况来制定上述无关工艺文件。
850线轨加工中心:http://www.yisuli.com/Products/tom850llxg.html
1060线轨加工中心:http://www.yisuli.com/Products/tom1060llx.html
1270线轨加工中心:http://www.yisuli.com/Products/tom1270llx.html
1580线轨加工中心:http://www.yisuli.com/Products/tom1580llx.html
1690线轨加工中心:http://www.yisuli.com/Products/tom1690llx.html







